







Wayar Walda Mai Kare Gas Mai Tagulla Ba Tare Da Tagulla Ba Er70s-6, Wayar Walda Ta Sg2
Gabatarwa na waya mara walda ta jan ƙarfe:
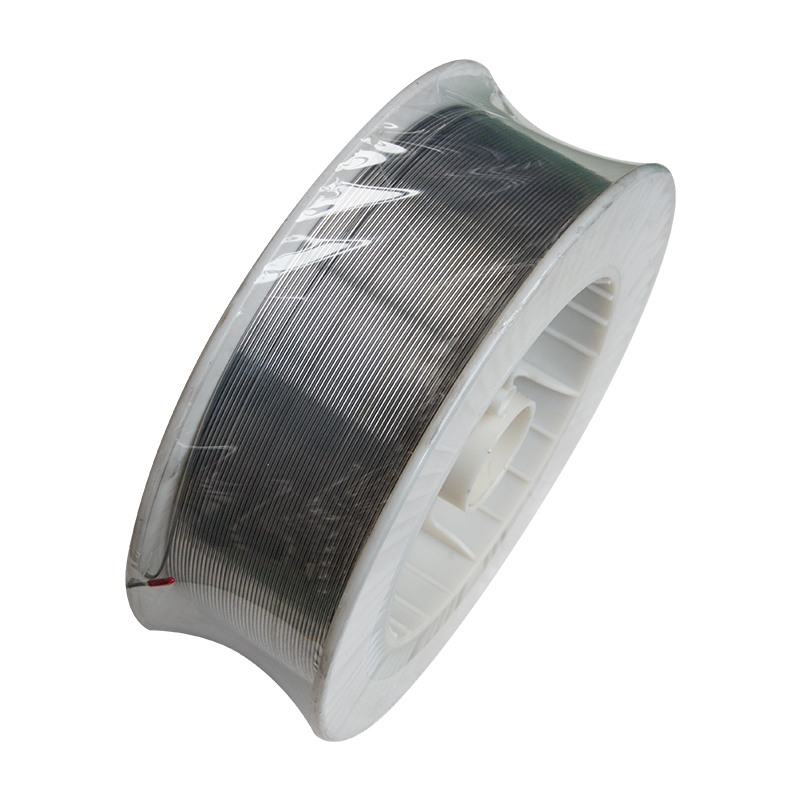
Bayan amfani da fasahar nanometer mai aiki, saman wayar walda mara jan ƙarfe ba ta da sikelin jan ƙarfe kuma ta fi karko a cikin ciyar da waya, wanda ya fi dacewa a cikin fayil ɗin walda ta atomatik ta robot. An nuna baka ta hanyar kwanciyar hankali mai ƙarfi, ƙarancin fashewa, ƙarancin lalacewar bututun hulɗa na yanzu da zurfin ajiyar walda. Yanayin aiki na ma'aikata ya inganta sosai saboda wayar walda mara jan ƙarfe ba ta da hayakin jan ƙarfe. Saboda haɓaka hanyar magani don sabon saman, wayar walda mara jan ƙarfe ta fi wacce aka yi da jan ƙarfe a cikin kadarar hana tsatsa, tare da fasaloli masu zuwa.
1.bakan da ke da ƙarfi sosai.
2. Ƙananan ƙwayoyin da ke yaɗuwa
3. Babban kayan ciyar da waya.
4. Kyakkyawan ƙuntatawa
5. Kyakkyawan kayan hana tsatsa a saman waya na walda.
6. Babu samar da hayakin tagulla.
7. Rage lalacewar bututun haɗin gwiwa na yanzu.
Matakan kariya:
1. Sigogin tsarin walda suna shafar halayen injina na ƙarfen walda, kuma mai amfani ya kamata ya yi cancantar tsarin walda da kuma zaɓar sigogin tsarin walda mai kyau.
2. Ya kamata a cire tsatsa, danshi, mai, ƙura da sauran ƙazanta a yankin walda sosai kafin a yi walda.
Bayani dalla-dalla:Diamita: 0.8mm, 0.9mm, 1.0mm, 1.2mm, 1.4mm, 1.6mm, 2.0mm
Girman marufi: 15kg/20kg a kowace spool.
Tsarin sinadarai na yau da kullun na wayar walda(%)
================================================================
| Sinadarin | C | Mn | Si | S | P | Ni | Cr | Mo | V | Cu |
| Bukatar | 0.06-0.15 | 1.40-1.85 | 0.80-1.15 | ≤0.025 | ≤0.025 | ≤0.15 | ≤0.15 | ≤0.15 | ≤0.03 | ≤0.50 |
| Sakamakon AVG na AVG na Asali | 0.08 | 1.45 | 0.85 | 0.007 | 0.013 | 0.018 | 0.034 | 0.06 | 0.012 | 0.28 |
Kayayyakin injiniya na yau da kullun na ƙarfe da aka ajiye
=============================================================
| Kayan Gwaji | Ƙarfin tauri Rm (Mpa) | Ƙarfin bayarwa Rm (Mpa) | Ƙarawa A(%) | Gwajin Bugawa na Samfurin V | |
| Gwaji na Zafin Jiki (ºC) | Darajar Tasiri (J) | ||||
| Bukatu | ≥500 | ≥420 | ≥22 | -30 | ≥27 |
| Sakamakon AVG na AVG na Asali | 589 | 490 | 26 | -30 | 79 |
Girman da kuma kewayon halin yanzu da aka ba da shawarar.
==============================================
| diamita | 0.8mm | 0.9mm | 1.0mm | 1.2mm | 1.6mm | 1.6mm |
| Amps | 50-140 | 50-200 | 50-220 | 80-350 | 120-450 | 120-300 |
Nau'ikan samfura
-

Wayar Kovar 4j29 mai ƙarancin faɗaɗawa, Wayar HK 29...
-
1j80 Permalloy 80 Ni80Cr3Si Babban Ingancin Inganci S...
-

Faɗaɗawa Mai Sauƙi na Nife52/Feni52/Alloy 52 Fe-Ni...
-
Wayar Alloy Mai Tushen Azurfa AG-Cu (AG72Cu28)
-

5J1480 135 Thermostat Bimetallic strip low coef...
-

Babban Aiki Mai Taushi Mai Magana Mai Layi/1j85...
-

Waya
-

Imel
-

Whatsapp
-

WeChat
Judy
150 0000 2421
-

Sama